
Forging Defects
Forging defects are problems that happen while shaping metal during the forging process. These issues can affect how strong or good the final product is. They can be caused by things like bad tool design, poor-quality materials, mistakes in how the metal is shaped, or problems after the forging is done.
Types of Forging Defects
- Laps
- Cracks
- Unfilling
- Scaling
- Mismatch
- Internal Cracks
- Cold Shuts
- Grain Flow Disruption
- Scale Pits
- Improper Grain Growth
- Fold
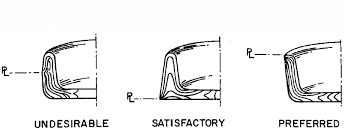
What Are Laps?
What Are Laps?
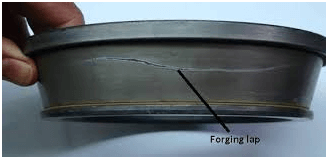
Laps are surface defects that look like thin lines, seams, or folds on forged metal parts. They appear when the metal folds over itself but doesn’t fully join together, leaving weak spots.
How Do Laps Form?
Laps occur during forging when part of the metal folds instead of flowing smoothly, and the folded areas don’t fuse properly. This results in surface cracks or creases.
Common Causes of Laps:
Too much metal in the die cavity
Poor die design that disrupts smooth metal flow
Low forging temperature, making the metal harder to shape
Uneven or improper hammering or pressing
Why Laps Matter:
They reduce the strength of the part
Laps can turn into cracks during use
They affect the surface finish and overall quality
How to Prevent Laps:
Use the correct amount of metal
Design dies to guide metal flow smoothly
Keep the metal at the right temperature
Apply even, controlled force during forging
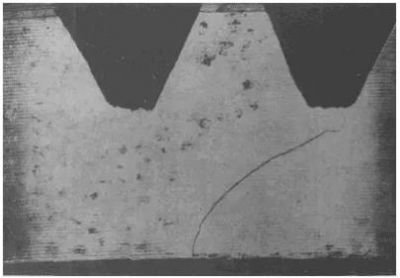
What Are Cracks?
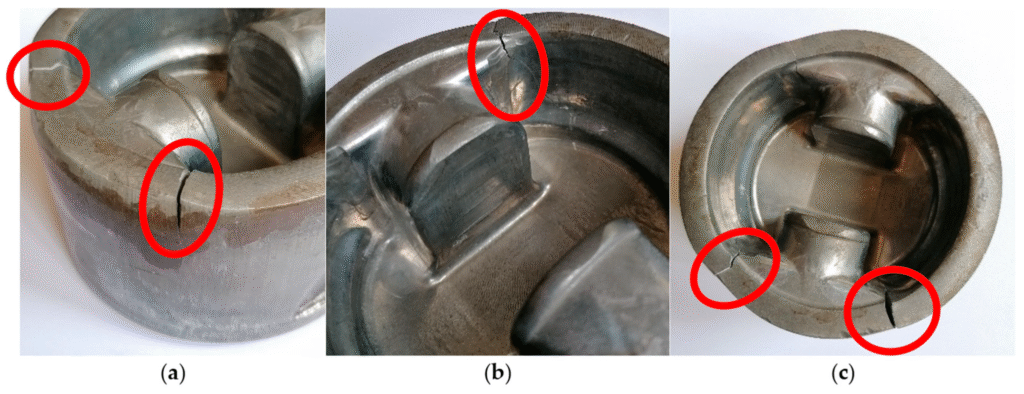
Cracks are splits or fractures that appear in forged metal parts. They can show up on the surface or inside the part and usually form when the metal can’t handle the stress during forging.
How Do Cracks Form?
Cracks happen when the metal is stretched, bent, or compressed too much during forging, especially if it’s too cold or brittle. This causes it to break instead of flow smoothly.
Common Causes of Cracks:
Forging the metal at too low a temperature
Using raw materials with internal flaws
Applying too much force too quickly
Poor die design that creates uneven stress
Improper cooling after forging
Why Cracks Matter:
They can seriously weaken the forged part
Cracks may grow over time, leading to part failure
They affect safety, especially in critical components
Hard to detect if they form inside the part
How to Prevent Cracks:
Heat the metal to the right temperature before forging
Use high-quality, defect-free raw materials
Apply controlled and gradual pressure
Design dies to reduce stress concentrations
Cool the forged part evenly and carefully
What Is Underfilling?
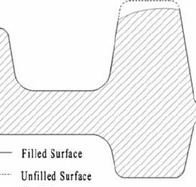
Underfilling, also known as incomplete filling, is a defect where the metal does not completely fill the die cavity. This results in missing sections, low spots, or incomplete shapes in the forged part.
How Does Underfilling Happen?
Underfilling occurs when there isn’t enough metal flow to fill all areas of the die. This often happens when there’s not enough material, not enough pressure, or the metal isn’t soft enough to flow properly.
Common Causes of Underfilling:
Not enough metal (workpiece is too small)
Low forging pressure or force
Low forging temperature, making the metal harder to shape
Poor die design with hard-to-reach areas
Inadequate lubrication causing friction and flow restriction
Why Underfilling Matters:
Results in incomplete or misshaped parts
Weakens the final product, especially in load-bearing areas
May require rework or lead to scrapping the part
Affects dimensional accuracy and performance
How to Prevent Underfilling:
Use the correct amount of material
Ensure proper and consistent forging pressure
Maintain the right forging temperature
Design dies for smooth and complete metal flow
Use proper lubrication to reduce friction
What Is Scaling?
Scaling is a surface defect where a layer of oxide (rust-like material) forms on the metal during heating. It looks like rough, flaky patches on the surface and can affect the appearance and quality of the forged part.

How Does Scaling Happen?
Scaling occurs when hot metal reacts with oxygen in the air during the heating process. This forms iron oxide (scale), which can stick to the surface and sometimes get pressed into the metal during forging.
Common Causes of Scaling:
Heating metal in open air without protection
High forging temperatures
Long exposure time to heat before forging
Poor furnace control or maintenance
Why Scaling Matters:
Creates an uneven, rough surface
Can reduce the final product’s strength and accuracy
Scale particles may get embedded in the metal, causing surface defects
May require extra cleaning or machining
How to Prevent Scaling:
Use protective atmospheres or coatings when heating metal
Minimize the time metal is exposed to high temperatures
Keep forging temperatures within recommended limits
Clean the workpiece surface before forging if scale forms
What Is Mismatch?
Mismatch is a defect where the upper and lower parts of the forged piece do not line up correctly. This causes a step or offset along the joint, making the part look uneven or misaligned.
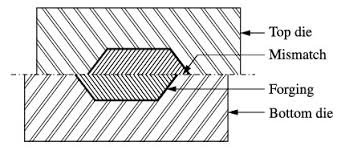

How Does Mismatch Happen?
Mismatch happens when the top and bottom dies are not properly aligned during forging. As a result, the metal flows unevenly and creates a visible shift between the two halves of the part.
Common Causes of Mismatch:
Poor alignment of upper and lower dies
Worn-out or damaged die holders or guide systems
Loose tooling setup
Inaccurate positioning of the workpiece in the die
Why Mismatch Matters:
Affects the part’s dimensional accuracy
Can weaken the part, especially if it’s used in precision applications
May require rework or machining to correct
Reduces the overall quality and appearance of the product
How to Prevent Mismatch:
Regularly check and align dies before forging
Maintain and replace worn tooling components
Use accurate die holders and guiding systems
Secure the workpiece properly before forging
What Are Internal Cracks?
Internal cracks are hidden fractures that form inside the forged part. Unlike surface cracks, they are not visible from the outside but can seriously affect the strength and performance of the part.
How Do Internal Cracks Form?
Internal cracks develop when the metal experiences too much stress or uneven flow during forging. If the metal is not ductile enough or the force is applied too quickly, it can tear inside without showing on the surface.
Common Causes of Internal Cracks:
Forging at very high temperatures
Excessive or uneven deformation
Poor-quality raw material with internal flaws
Incorrect forging speed or pressure
Improper die design causing stress concentration
Why Internal Cracks Matter:
They weaken the part from the inside
Cracks can grow during use, leading to sudden failure
Hard to detect without special testing (e.g. ultrasonic testing)
Unsafe for critical applications like automotive or aerospace parts
How to Prevent Internal Cracks:
Control forging temperature and avoid overheating
Apply deformation gradually and evenly
Use high-quality, defect-free raw materials
Design dies to ensure uniform metal flow
Use non-destructive testing (NDT) to check for hidden flaws
What Are Cold Shuts?
Cold shuts are surface defects that look like thin lines or seams where two metal flows meet but don’t properly join. They create weak spots that can lead to cracking or failure.
How Do Cold Shuts Form?
Cold shuts happen when two streams of metal come together during forging but don’t fuse properly. This usually occurs when the metal is too cold or when the die design doesn’t allow smooth, continuous flow.
Common Causes of Cold Shuts:
Low forging temperature, causing poor metal bonding
Poor die design that splits and misguides the metal flow
Slow or uneven metal flow during forging
Oxide layers between metal flows preventing fusion
Why Cold Shuts Matter:
Act as cracks and weaken the part
May cause failure under stress or fatigue
Reduce the quality and appearance of the forged piece
Often require rework or lead to part rejection
How to Prevent Cold Shuts:
Maintain the proper forging temperature
Design dies to ensure smooth and continuous metal flow
Use steady, controlled forging pressure
Clean the billet surface to avoid oxide buildup
What Are Grain Flow Disruption?
Grain flow disruption is a defect where the internal grain structure of the metal is misaligned or irregular. This weakens the part because the grains don’t follow the natural shape or direction of the forged piece.
How Does Grain Flow Disruption Happen?
During forging, the metal’s grains should flow in the direction of the part’s shape. Disruption occurs when the forging process doesn’t control this flow properly, causing the grains to bend, twist, or misalign.
Common Causes of Grain Flow Disruption:
Incorrect forging technique or direction
Poor die design that doesn’t guide the metal flow properly
Using preforms or billets that aren’t suited for the final shape
Inadequate deformation or uneven metal flow
Why Grain Flow Disruption Matters:
Reduces strength and durability, especially under stress
Makes the part more likely to crack or fail
Can lead to inconsistent performance
Affects fatigue resistance and toughness
How to Prevent Grain Flow Disruption:
Design the forging process to control and align grain flow with the final shape
Use proper die design that promotes smooth metal deformation
Choose appropriate raw material shapes (billets or preforms)
Apply forging pressure and direction correctly
What Are Scale Pits?
Scale pits are small holes or depressions on the surface of a forged part. They are caused by pieces of scale (oxidized metal) that get pressed into the surface during forging and later fall out, leaving pits behind.
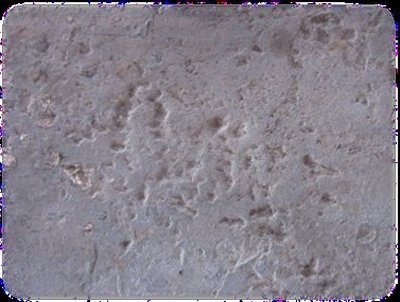
How Do Scale Pits Form?
When metal is heated for forging, it forms a layer of oxide (called scale) on the surface. If this scale is not cleaned off before forging, it can get embedded into the part and create pits when it breaks away.
Common Causes of Scale Pits:
Forging metal with loose or thick scale on the surface
Not cleaning the billet before forging
Heating metal too high or for too long
Poor furnace maintenance or control
Why Scale Pits Matter:
Damage the surface finish of the part
Can reduce fatigue strength and durability
May require additional machining or surface treatment
Affect the appearance and quality of the final product
How to Prevent Scale Pits:
Clean the billet surface before forging (e.g. brushing or shot blasting)
Avoid overheating and limit time in the furnace
Use protective coatings or atmospheres during heating
Maintain furnaces properly to control oxidation
What Is Improper Grain Growth?
Improper grain growth is a defect where the metal’s internal grain structure becomes too large or uneven. This can weaken the part and reduce its toughness and fatigue resistance.
How Does Improper Grain Growth Happen?
Grains grow when the metal is held at high temperatures for too long. If the forging process isn’t well controlled, the grains can become too large or grow in the wrong way, reducing the mechanical strength of the part.
Common Causes of Improper Grain Growth:
Holding the metal at high temperatures for too long
Reheating the metal multiple times
Poor control of forging temperature and time
Slow cooling after forging
Why Improper Grain Growth Matters:
Reduces strength, toughness, and fatigue life
Makes the part more brittle and likely to crack
Leads to poor performance in high-stress applications
Can affect surface finish and internal quality
How to Prevent Improper Grain Growth:
Use correct forging temperatures and avoid overheating
Limit the time metal is kept hot
Avoid unnecessary reheating of the workpiece
Control the cooling rate after forging (not too slow)
What Are Folds?
Folds are surface defects that look like lines or ridges where the metal has bent over itself but hasn’t fused properly. They appear like overlapping layers and can be mistaken for cracks or seams.
How Do Folds Form?
Folds occur when excess metal is squeezed out of the die cavity and gets pushed back into the part without bonding properly. This usually happens when the metal flow is not smooth or controlled.
Common Causes of Folds:
Excess material in the die cavity
Improper or worn die design
Incorrect metal flow during forging
Low forging temperature, making the metal less ductile
Why Folds Matter:
Create weak points that can crack under stress
Reduce surface quality and appearance
Can trap contaminants and cause corrosion
May lead to part rejection or require rework
How to Prevent Folds:
Use the correct amount of material
Maintain and properly design forging dies
Ensure smooth, even metal flow during forging
Keep the forging temperature within the recommended range

