

What is Electrical Discharge Machining (EDM)?
Electrical Discharge Machining (EDM) is a non-conventional machining process that removes material from a workpiece by means of a series of rapidly recurring electrical discharges (sparks) between an electrode and the workpiece, both submerged in a dielectric fluid. It is widely used to machine hard metals and complex shapes that are difficult to machine by conventional methods.
Working Principle of EDM
Electrical Discharge Machining (EDM) is a non-conventional machining process that removes material from a workpiece using a series of controlled electrical discharges, or sparks. It is widely used for machining complex shapes and hard materials that are difficult to process using traditional methods like milling or turning.
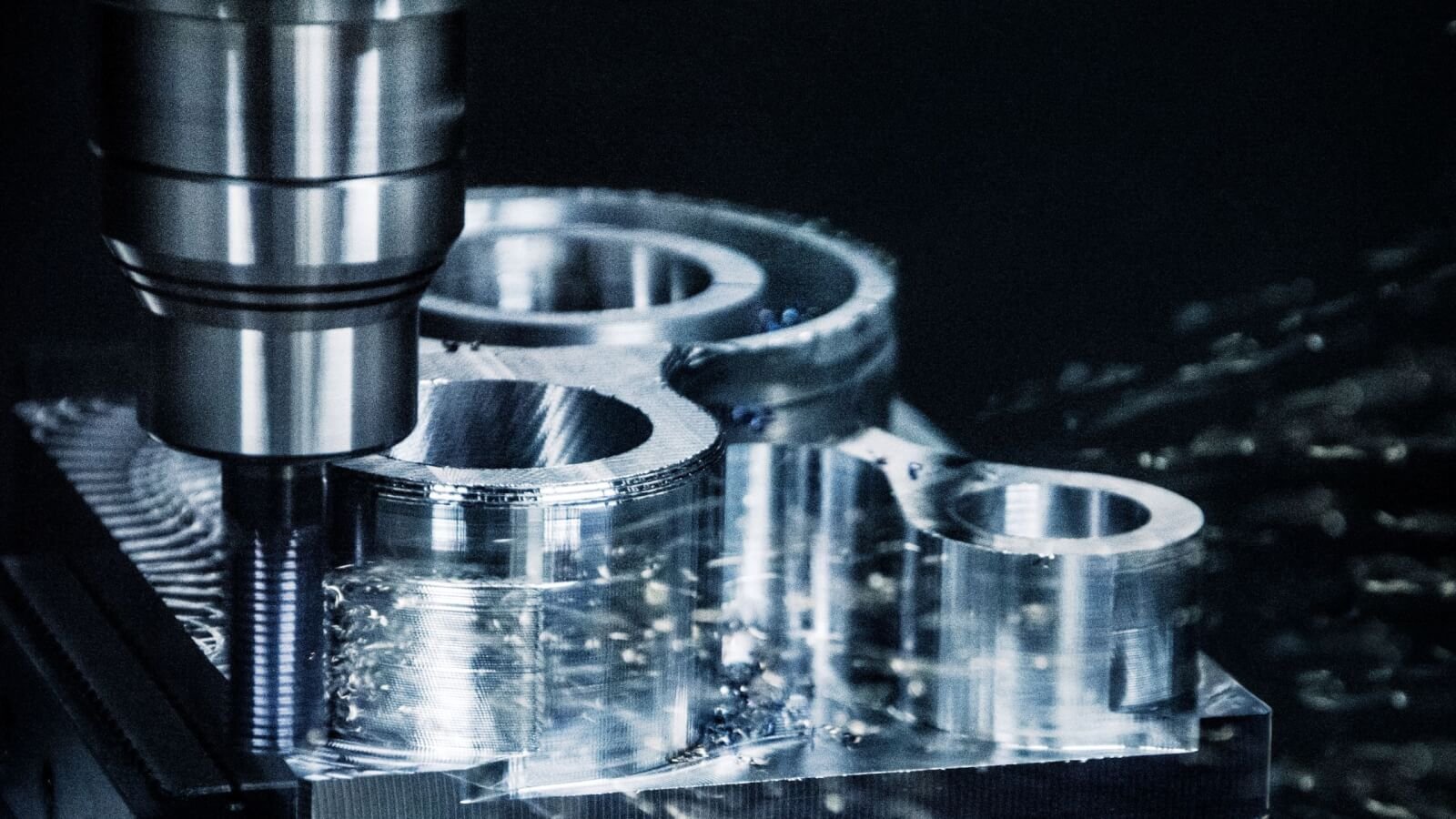
The basic principle of EDM involves an electric spark created between two electrodes: the tool (or electrode) and the workpiece. Both must be electrically conductive. The machining process occurs in the presence of a dielectric fluid, typically deionized water or hydrocarbon oil, which fills the gap between the tool and the workpiece.
When a voltage is applied across the gap, the dielectric initially acts as an insulator. However, when the voltage exceeds a critical value, the dielectric breaks down, allowing a spark to jump across the gap. This spark generates extremely high localized temperatures — around 8000°C to 12,000°C — which are sufficient to melt and vaporize a tiny portion of the workpiece material.
This thermal energy causes the material at the spark point to melt or even vaporize. The rapid heating is followed by immediate cooling due to the dielectric fluid, which also serves to flush away the molten and solid debris from the machining zone. This debris is known as “swarf.” The process is repeated thousands of times per second, gradually eroding the material to form the desired shape.
One of the key features of EDM is that there is no direct contact between the tool and the workpiece. This eliminates mechanical stresses, vibrations, and tool wear due to friction, which are common issues in traditional machining. As a result, EDM is capable of achieving extremely high precision, especially for intricate or delicate parts.
The dielectric fluid serves three critical functions: it acts as an insulator to prevent premature discharges, it cools the work area to minimize thermal damage, and it flushes away debris to maintain spark efficiency.
Because EDM relies on controlled thermal energy rather than cutting forces, it can machine hard materials like tool steel, tungsten carbide, and titanium, and is especially useful for creating complex cavities, fine details, and internal corners that are difficult to achieve with conventional tools.
Types of EDM
Die Sinking EDM (Ram EDM / Conventional EDM)
Uses a shaped electrode (tool) that is moved into the workpiece.
The electrode is the negative or positive pole, and the workpiece is the opposite pole.
The electrode “sinks” into the workpiece as material is eroded.
Best for creating cavities, molds, dies, and complex shapes.
Electrode materials: copper, graphite, tungsten.
Wire EDM (Wire Cut EDM)
Uses a continuously fed thin wire as the electrode (usually brass or copper alloy).
The wire moves along programmed paths to cut through the workpiece.
Mainly used for cutting intricate shapes, contours, and fine profiles in hard materials.
No tool wear for the wire because it is continuously fed.
Produces narrow kerf and precise cuts.
Hole Drilling EDM (EDM Drilling)
Specialized EDM process for drilling very small holes (micro holes).
Uses a rotating tubular electrode through which dielectric fluid is flushed.
Often used in fuel injection nozzles, cooling holes in turbine blades.
| Type | Electrode Type | Application | Key Feature |
|---|---|---|---|
| Die Sinking EDM | Shaped solid electrode | Cavities, molds, dies | Shapes electrode sinking into workpiece |
| Wire EDM | Thin continuously fed wire | Cutting contours, profiles | Wire moves along programmed path |
| EDM Drilling | Rotating tubular electrode | Micro holes, precision drilling | Flushing dielectric through electrode |
| Micro EDM | Very fine electrodes | Micro-scale features | High precision micro-machining |
Applications of EDM
- Mold and Die Making – Used to machine intricate cavities in molds for plastic injection or die casting.
- Aerospace Components – Machining hard alloys (like Inconel, titanium) for turbine blades, fuel system parts, etc.
- Medical Devices – Produces precise components like surgical tools and implants.
- Automotive Industry – Makes precision engine parts, gears, fuel injector nozzles, etc.
- Tool and Die Industry – Creates punches, dies, and complex tooling profiles.
- Micro-Machining – Produces tiny, detailed parts for electronics and microdevices.
- Prototype Manufacturing – Ideal for creating complex prototypes without the need for tooling.
- Defense and Military – Machining high-strength, difficult-to-cut materials used in weapon systems.
- Jewelry and Watchmaking – Enables fine detailing and intricate patterns on metal parts.
Benefits of EDM
Machines Hard Materials – Cuts tough metals like hardened steel, carbide, and titanium.
High Precision – Achieves very tight tolerances and fine details.
No Mechanical Stress – Non-contact process avoids deformation.
Complex Shapes – Easily creates intricate and internal geometries.
Smooth Finish – Produces excellent surface quality.
Works on Hardened Parts – Can machine after heat treatment.
No Burrs – Clean cuts with little to no post-processing.
Good for Fragile Parts – Safe for delicate or thin components.
Automation-Friendly – Suitable for automated high-precision work.
Versatile – Includes wire, sinker, and hole-drilling EDM types.
Limitations of EDM
- Conductive Materials Only – Works only on electrically conductive materials like metals.
- Slow Material Removal – Slower than traditional methods, not ideal for large-volume cutting.
- Tool Wear – Electrodes wear out, affecting precision and requiring replacement.
- High Operating Costs – Machines, electrodes, and dielectric fluids are expensive.
- Heat-Affected Zones (HAZ) – High temperatures can cause micro-cracks or thermal damage.
- Surface Finish Limits – May need post-processing for ultra-smooth finishes.
- Environmental/Safety Concerns – Flammable dielectric fluids need careful handling.
- Complex Setup – Time-consuming setup and programming; requires skilled labor.
- Not for Mass Production – Too slow and costly for high-volume, low-cost manufacturing.
Die Sinking EDM
What is Die Sinking EDM ?
Die Sinking EDM, also known as Sinker EDM or Ram EDM, is a type of Electrical Discharge Machining used to produce complex and precise cavities, typically for mold and die making. Unlike Wire EDM, which cuts through a workpiece, Die Sinking EDM creates 3D shapes by sinking a pre-shaped electrode into the workpiece.

Basic Working Principle
In Die Sinking EDM, a graphite or copper electrode (tool) is shaped to match the desired cavity. This electrode is mounted on a ram that moves vertically. The workpiece, which must be electrically conductive, is placed beneath the electrode. Both are submerged in a dielectric fluid, usually hydrocarbon-based oil.
When voltage is applied, electrical sparks jump across the small gap between the tool and the workpiece. These sparks generate intense heat (~8000–12000°C), which melts and vaporizes material from the workpiece. The dielectric fluid cools the area and flushes away debris, allowing new sparks to form. The process continues until the electrode has eroded the required shape into the workpiece.
Key Features
Complex 3D Cavities: Ideal for molds, dies, and internal shapes that cannot be machined conventionally.
High Precision: Capable of producing intricate details with tight tolerances.
No Mechanical Contact: Prevents tool forces, allowing delicate machining of hard materials.
Electrode Wear: The tool gradually erodes during use and may need replacement or re-dressing.
Slow Material Removal: Best suited for precision rather than speed.
Applications
Mold and Die Making: For injection molding, die casting, and stamping dies.
Aerospace and Defense: Creating cavities in hard alloys like titanium and Inconel.
Medical Components: Machining of surgical tools and implants with complex features.
Automotive Industry: Production of engine parts and fuel system components with tight tolerances.
Advantages
Can machine very hard materials
Produces complex internal geometries
Maintains dimensional accuracy
Minimal mechanical stress on the workpiece
Limitations
Slow process compared to conventional machining
High electrode wear
Not suitable for mass production
High operating and setup costs
Wire EDM (Electrical Discharge Machining)
Wire EDM, also known as Wire-Cut EDM or Wire-Cut Electrical Discharge Machining, is a precision machining process used to cut complex shapes and contours in electrically conductive materials using a thin, electrically charged wire.
Basic Working Principle
Wire EDM uses a thin wire (typically brass or zinc-coated) as the electrode. This wire continuously moves between two spools and is tensioned as it passes through the workpiece. The workpiece and the wire are both submerged in a dielectric fluid, usually deionized water, which acts as a coolant and flushing agent.
When voltage is applied, electrical discharges (sparks) occur between the wire and the workpiece. These sparks generate intense localized heat (~8000–12000°C), which melts and vaporizes the material in a very narrow zone. The dielectric fluid immediately cools and flushes away the eroded material.
Since the wire does not make physical contact with the workpiece, there are no cutting forces, enabling the machining of extremely thin or delicate parts with high precision.
Key Features
High Precision: Excellent for fine details and tight tolerances (up to ±2 microns).
No Contact Machining: Ideal for fragile or small components.
Sharp Internal Corners: Can create precise and complex internal profiles.
Minimal Tool Wear: Since the wire is continuously fed, wear does not affect accuracy.
Applications
Tool and Die Industry: Making dies, punches, and precision molds.
Aerospace Components: Cutting intricate shapes in high-strength alloys.
Medical Devices: Manufacturing fine surgical components.
Electronics: Producing micro-components and intricate connectors.
Automotive: High-precision engine and transmission parts.
Advantages
Can cut extremely hard materials (e.g., carbide, hardened steel, titanium)
Produces complex 2D and 3D shapes with fine detail
High dimensional accuracy and excellent surface finish
Can cut very thin or small parts without distortion
Limitations
Only works with electrically conductive materials
Slow process compared to traditional machining
High setup and operational costs
Limited to cutting operations (no cavity machining like die sinking)
Hole Drilling EDM (EDM Drilling)
Hole Drilling EDM (EDM Drilling) — also known as EDM hole drilling or EDM drilling — is a specialized form of Electrical Discharge Machining (EDM) used to produce small, deep, and precise holes in hard or conductive materials. This technique is particularly useful where conventional drilling would be difficult or impossible.

Basic Working Principle
Hole Drilling EDM, also known as EDM Drilling or EDM Hole Popping, uses a hollow, tubular electrode (typically made of brass or copper) to create small, deep holes in conductive materials. The electrode rotates and continuously feeds down into the workpiece while a pressurized dielectric fluid (usually deionized water) is flushed through the tube.
When a high-frequency pulsed voltage is applied between the electrode and the workpiece, electrical discharges (sparks) occur across the small gap. These sparks generate localized temperatures of up to 12,000°C, which melt and vaporize the material at the point of discharge. The dielectric fluid cools the area and flushes away eroded particles.
Since there is no direct contact between the electrode and the workpiece, the process avoids mechanical stresses, making it ideal for delicate or difficult-to-machine materials and geometries.
Key Features
- Micro Hole Capability: Can drill holes as small as 0.1 mm in diameter.
- High Aspect Ratio: Drills deep holes with length-to-diameter ratios up to 100:1 or more.
- Non-Contact Process: No mechanical forces applied to the workpiece.
- Precise Positioning: Often used as a starter hole process for Wire EDM.
- Conductive Materials Only: Limited to electrically conductive metals and alloys.
Applications
- Aerospace: Drilling cooling holes in turbine blades and engine parts.
- Medical Industry: Creating micro holes in surgical instruments and implants.
- Tool and Die: Producing ejector pin holes, start holes for Wire EDM.
- Electronics: Making fine holes in conductive components and sensor parts.
- Automotive: Fuel injector holes, precise oil passage drilling.
Advantages
Can drill extremely hard materials (e.g., tungsten carbide, Inconel, titanium)
Suitable for deep, small-diameter holes
No burrs or mechanical deformation
Precise hole positioning and repeatability
Minimal tool wear due to electrode rotation and flushing
Limitations
Only works with electrically conductive materials
Slower than conventional drilling methods
Electrode wear can affect hole shape in long runs
Requires specialized machines and dielectric systems
Not suitable for non-cylindrical or large-diameter holes
Related posts:
- Machining and Types of Machining.
- CNC Machining: 5 Powerful Benefits, How It Works, and Key Applications
- 5-Axis Machining vs 3-Axis Machining – Essential Differences, Applications & Limitations
- Laser Cutting vs. Waterjet Cutting: 7 Key Differences, Pros & Best Uses
- 3D Printing vs Machining: Powerful Comparison of Benefits, Limitations, and Applications